
CHECK AND TEST 1
NOTE
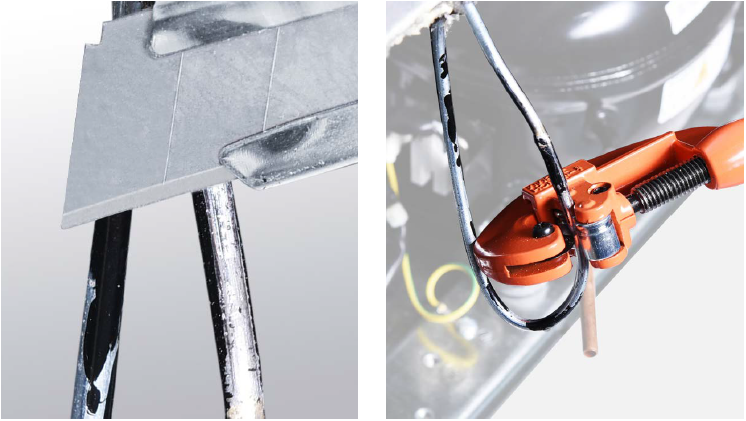
Step 1
Discharge refrigerant. Cut off the charging tube with pliers.
Step 2
Discharge all refrigerant toward the exhaust vent.

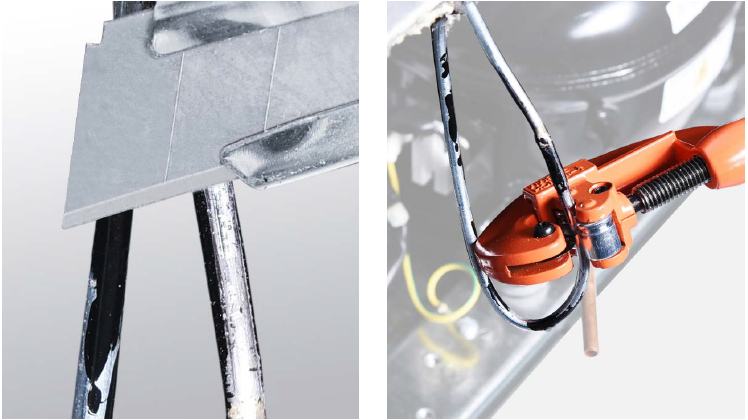
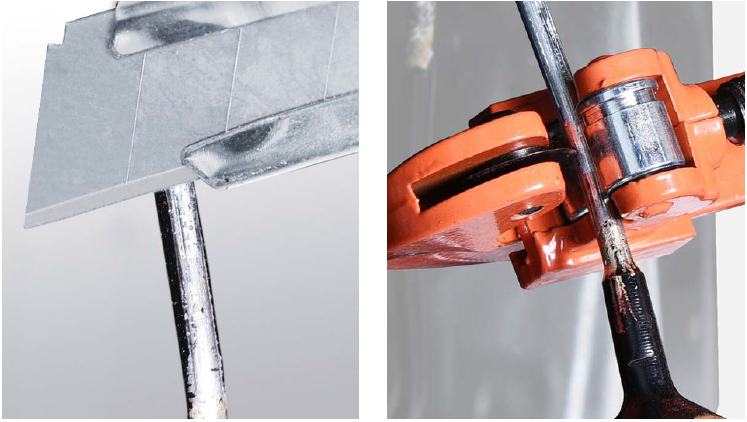
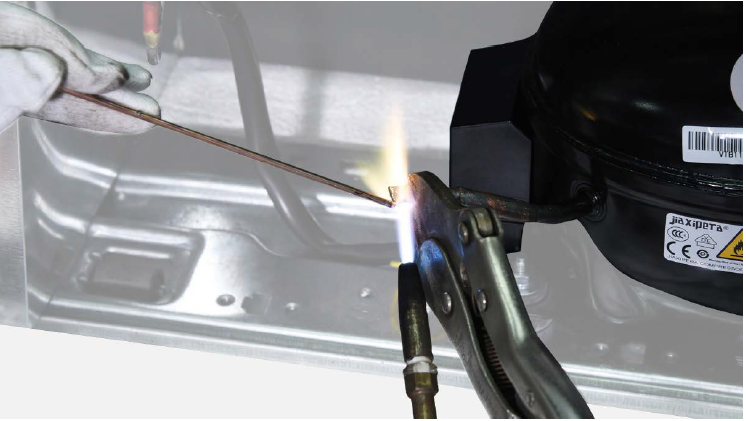
Step 3
Melt brazing material with flame and pull out
processing tube using a pair of pliers.

Step 4
Re-braze a copper tube onto compressor
processing tube. Please find more details
of brazing requirements, on link .

NOTE
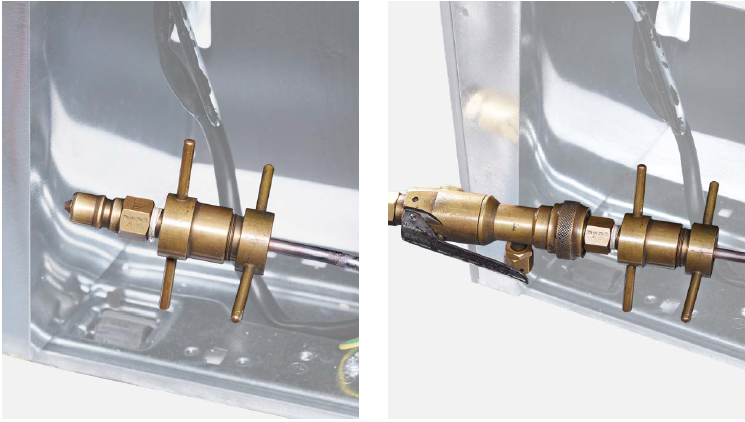
Step 5
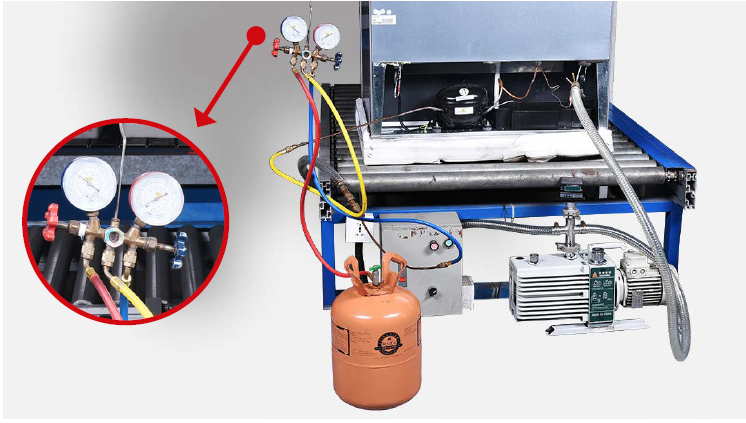
Install quick connector onto re-brazed pipe.
Step 6
Inject nitrogen gas with 1.57Mpa pressure
through quick connector into pipe.
Step 7
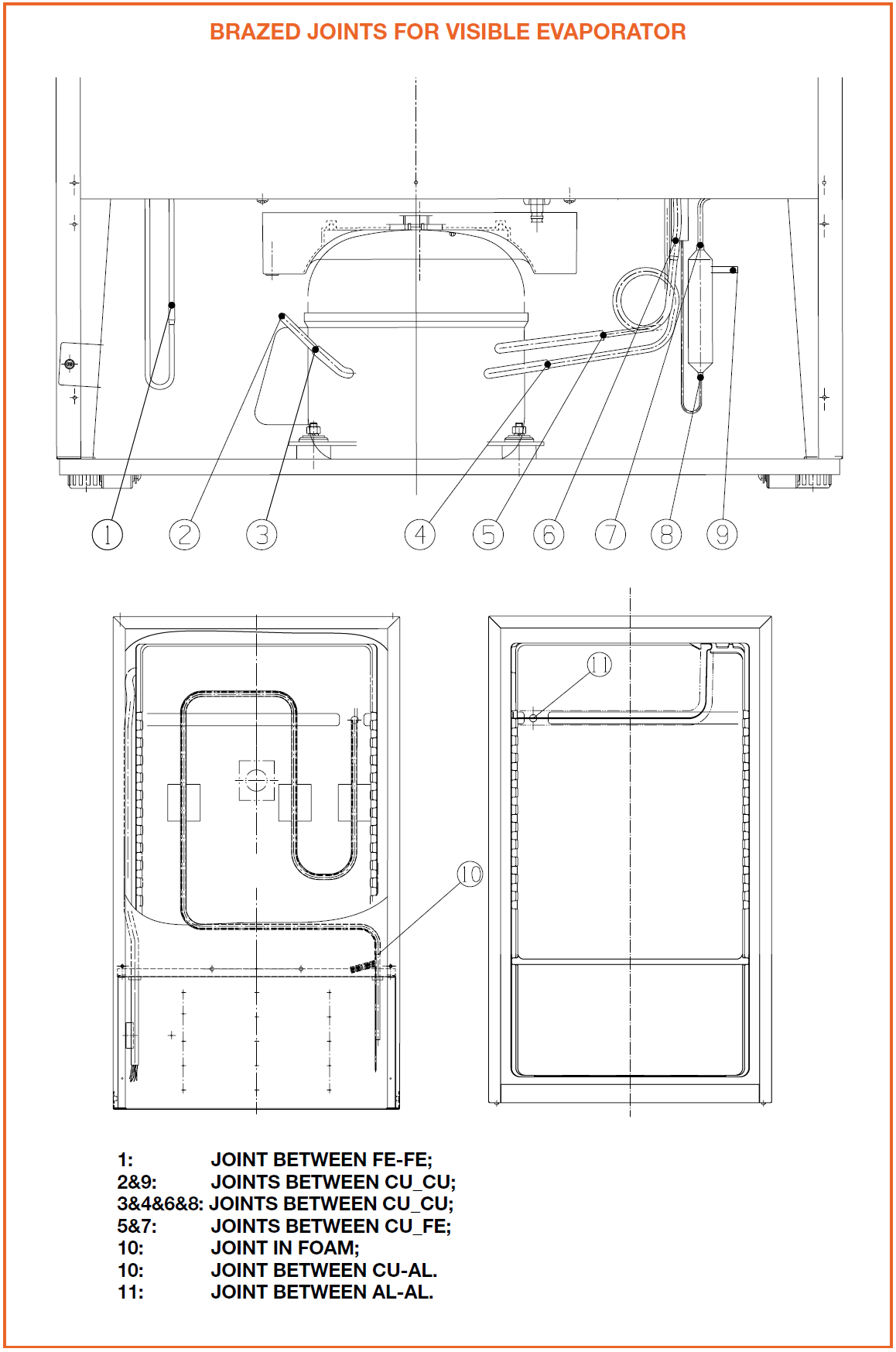
Please follow drawing below to perform a
leakage test for brazed joints in the compressor
niche.
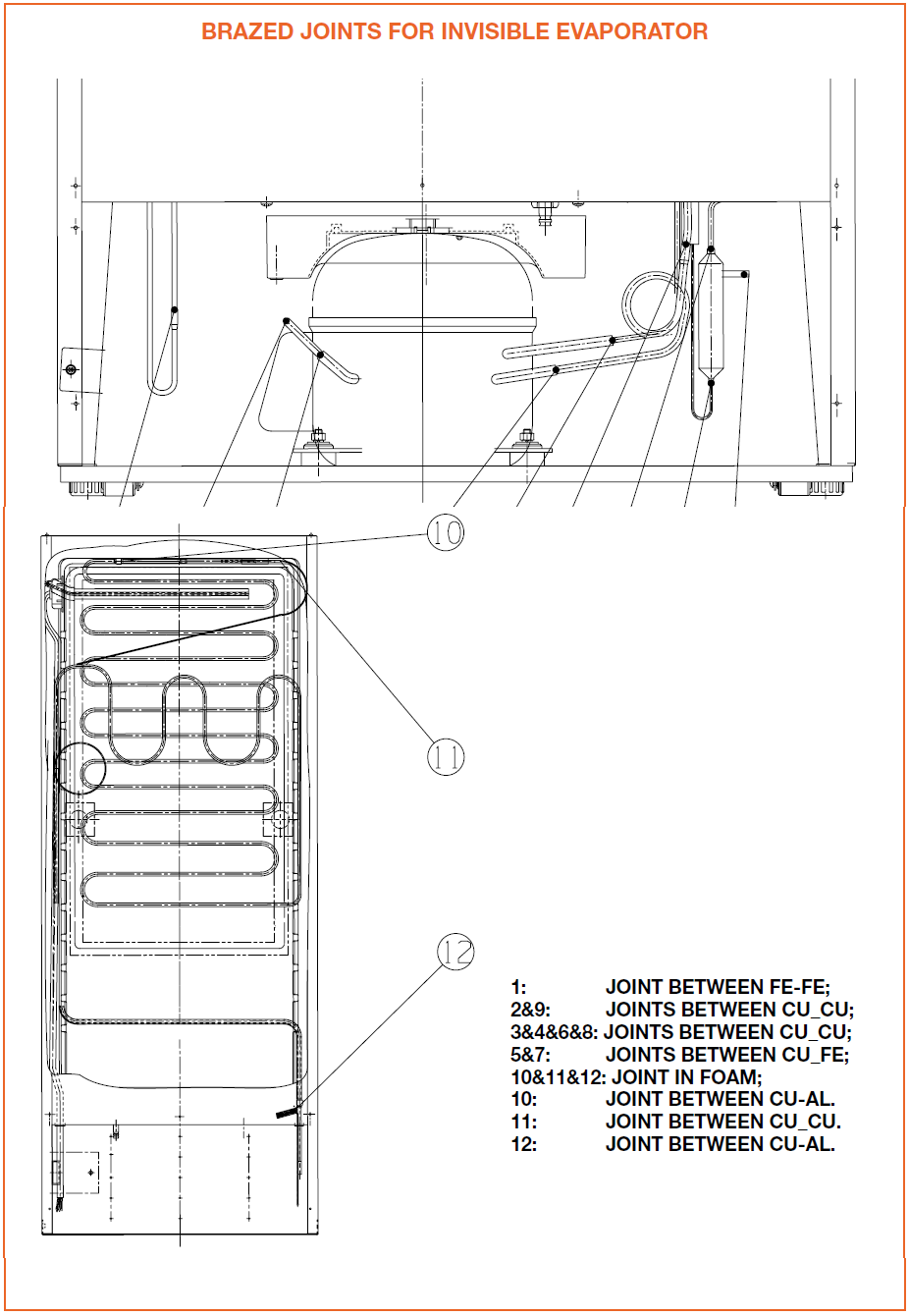
Step 8
Leakage test for brazed joints in evaporating
area.

DIAGNOSIS 1

PROCEDURE 1
NOTE
Step 1
Clean paint off of brazed joint.
Step 2
Cut off brazed joint with leakage.
Step 3
Use a larger copper tube to connect 2 ends of brazed joint.

Step 4
Braze the 2 ends.
CHECK AND TEST 2
Step 1
Inject nitrogen at 1.57Mpa through quick connector into pipe and use soapy water to perform leakage test again.

DIAGNOSIS 2
Step 1
Braze a piezometer onto processing tube
of compressor.
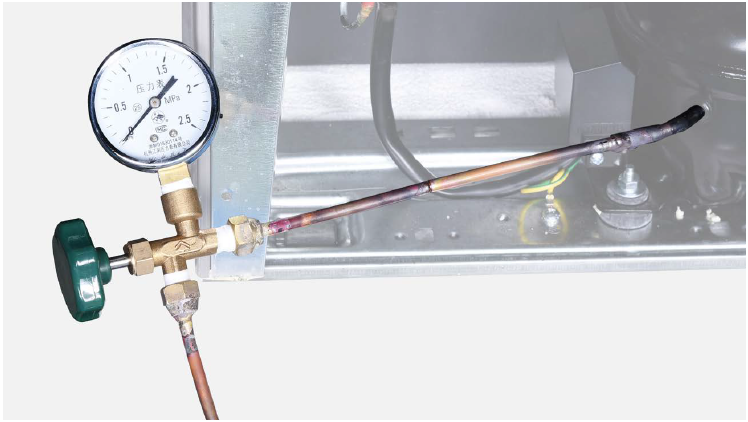
Step 2
Charge nitrogen at 1.57Mpa through quick
connector into pipe.

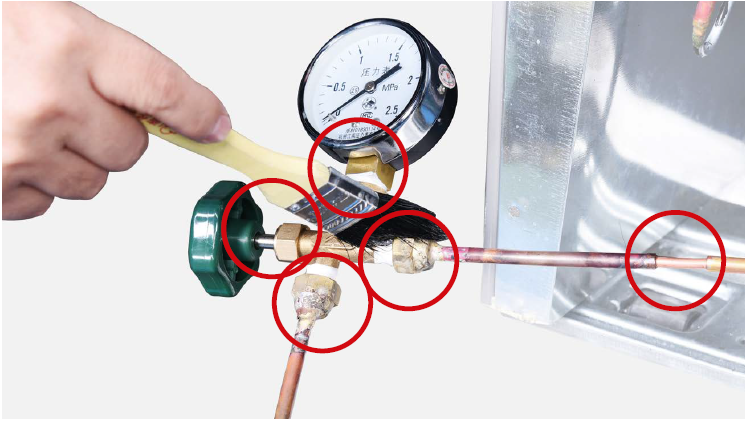
Step 3
Perform a leakage test on brazing points and
piezometer.

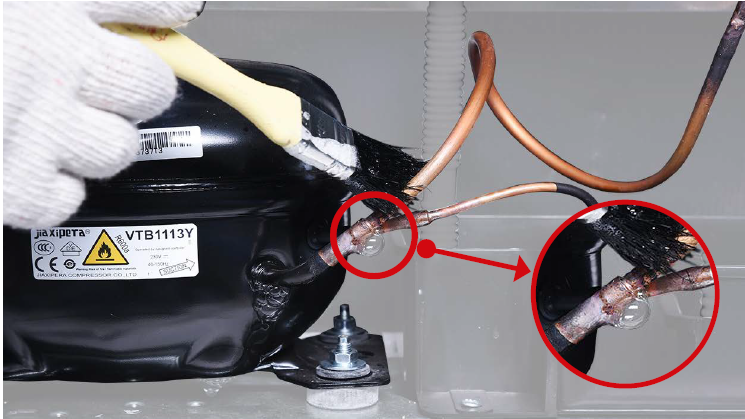
CHECK AND TEST 4
Step 1
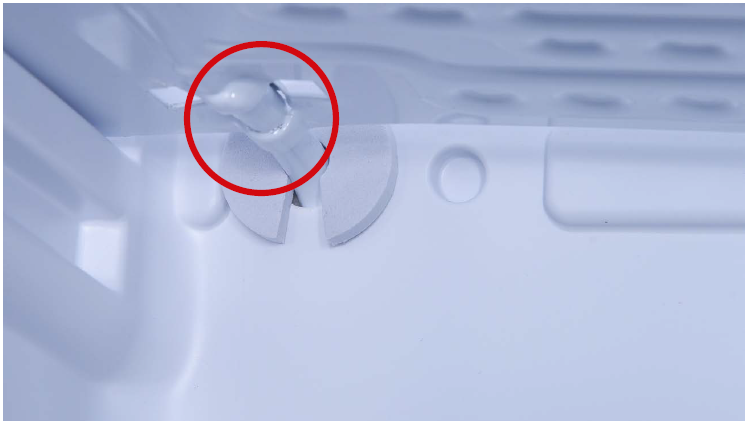
Give the system 1.57Mpa Nitrogen, and then observe if there is rust and/or spotted holes on pipes of compressor niche.

Note
Photo is not accurate, but just to show the technique.
Step 2
Apply soapy water to rusty area to test for leaks.


PROCEDURE 2
Step 1
Clean paint off of brazed joint.
Step 2
Cut off brazed joint with leakage.
Step 3
Use a larger copper tube to connect 2 ends of brazed joint.
Step 4
Braze the 2 ends
Step 1
Clean paint off brazed joint of drying-filter.
Step 2
Step 3
Cut off capillary and shake to remove the cut
end.
Step 4
Braze on a new dryingfilter.
Step 5
Perform leakage test on brazed joints of dryingfilter and compressor processing pipe.

Step 6
Vacuum and recharge. Please get more details
of vacuuming and gascharging requirements
on 10.5 Annex B2.
Step 7
Block processing pipe twice by locking pliers.

Step 8
Leave locked pliers attached to second
block and shake to cut off the remaining pipe.

Step 9
Braze the ends and remove the pliers.



GO BACK TO COMPONENT LIST