

CHECK AND TEST 1
When compressor has
been running for some
time, one of side panel is
cold.
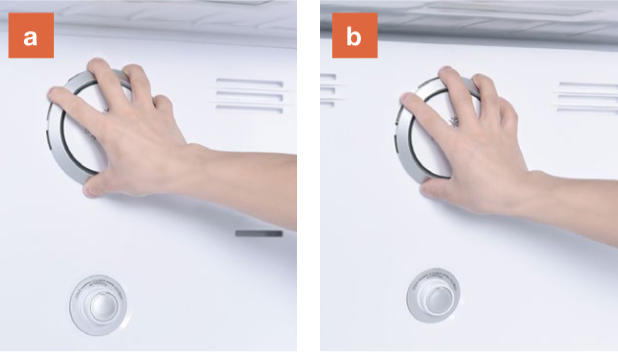
CHECK AND TEST 1
When compressor has been running for some time, one of side panel is cold.
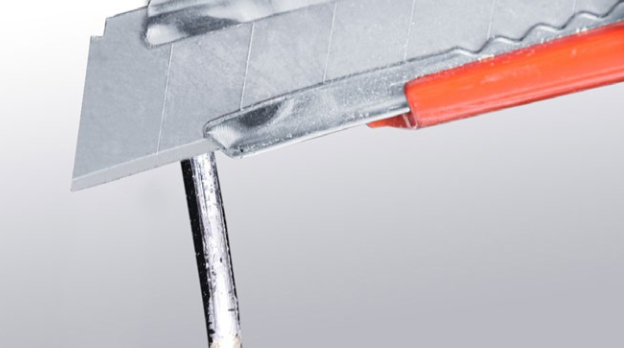
Step 1
Discharge refrigerant: Use a pair of pliers to cut off the charging tube.

Step 2
Discharge all refrigerant toward the exhaust vent.

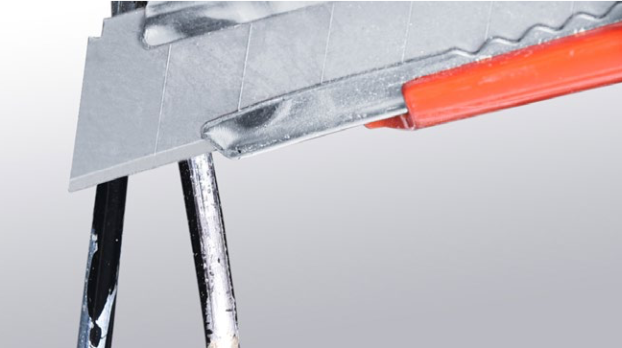
Step 3
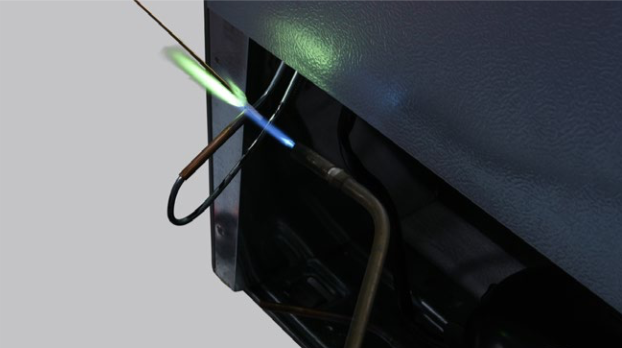
Melt brazing material with flame and pull out processing tube using a pair of pliers.

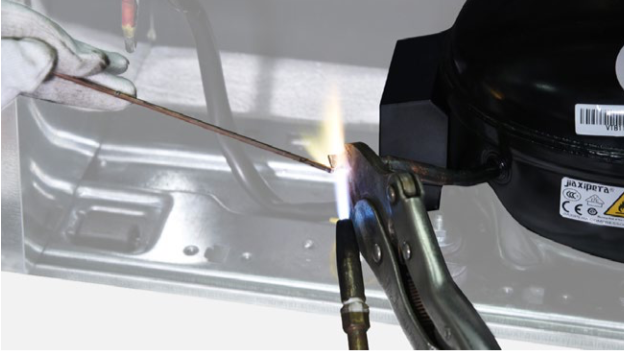
Step 4
Re-braze a copper tube onto processing tube of compressor.
To get more details on brazing requirements, please go to Annex B1.

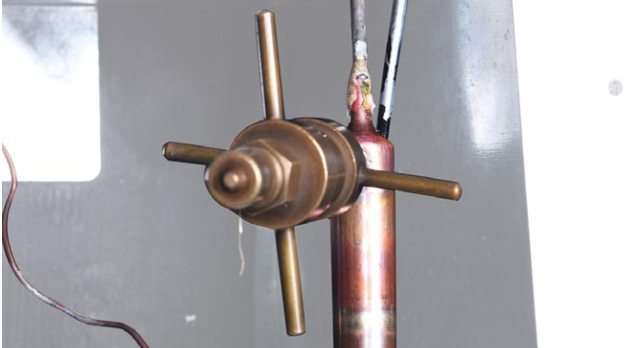
Step 5
Install quick connector onto processing pipe.

Step 6
Inject nitrogen (1.57Mpa)
through quick connector
into pipe for at least
3 min to blow left
refrigerant away.

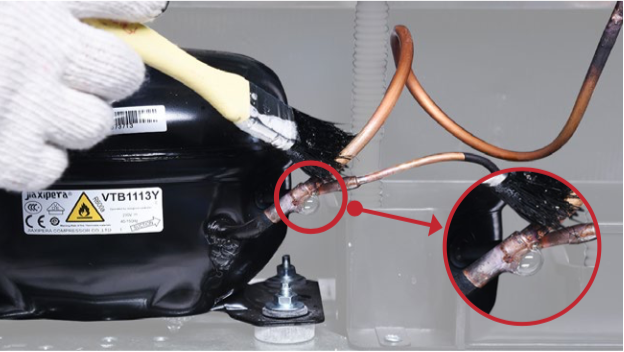
Step 7
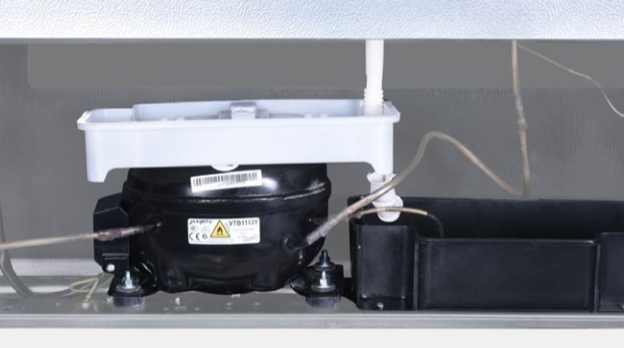
Perform leakage test on brazed joints in compressor niche.

DIAGNOSIS 1

PROCEDURE 1
Step 1
Remove freezer shelf.

Step 2
Lever 2 screw covers off.

Step 3
Unscrew 2 screws.

Step 4
Remove air duct:
a. Hold the decorative cover of air duct;
b. Pull air duct out;
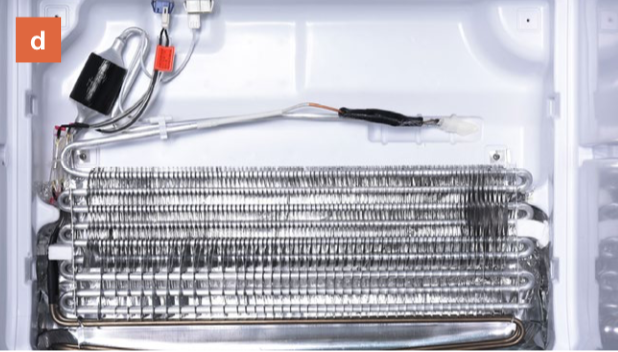
c. Disconnect the terminal
of fan motor;
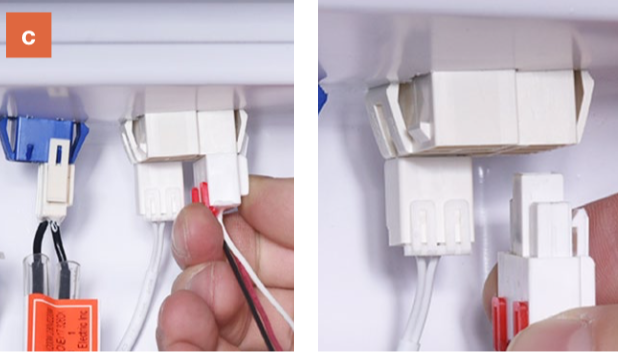
d. Remove freezer air
duct.
d. Remove freezer air duct.
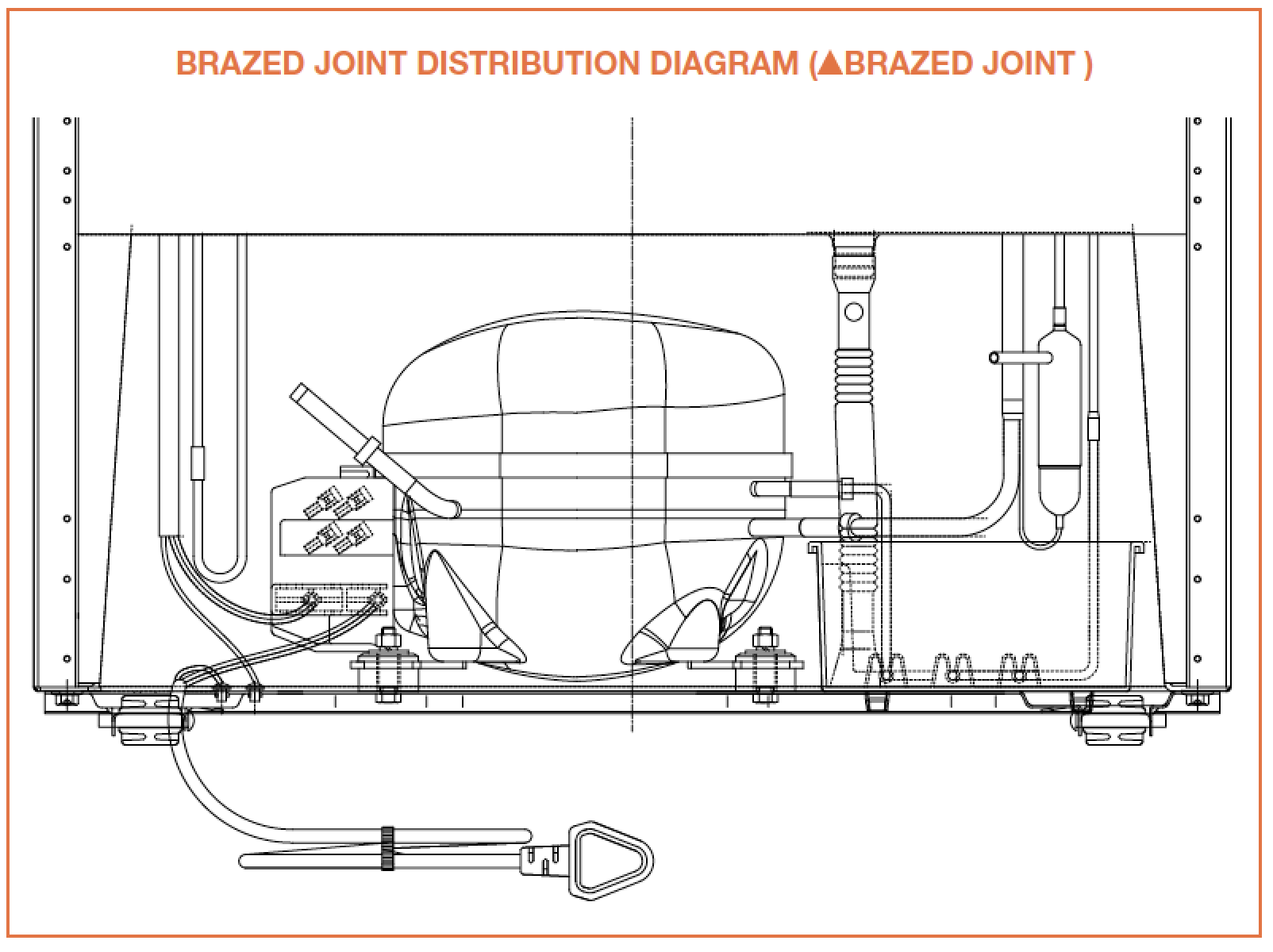
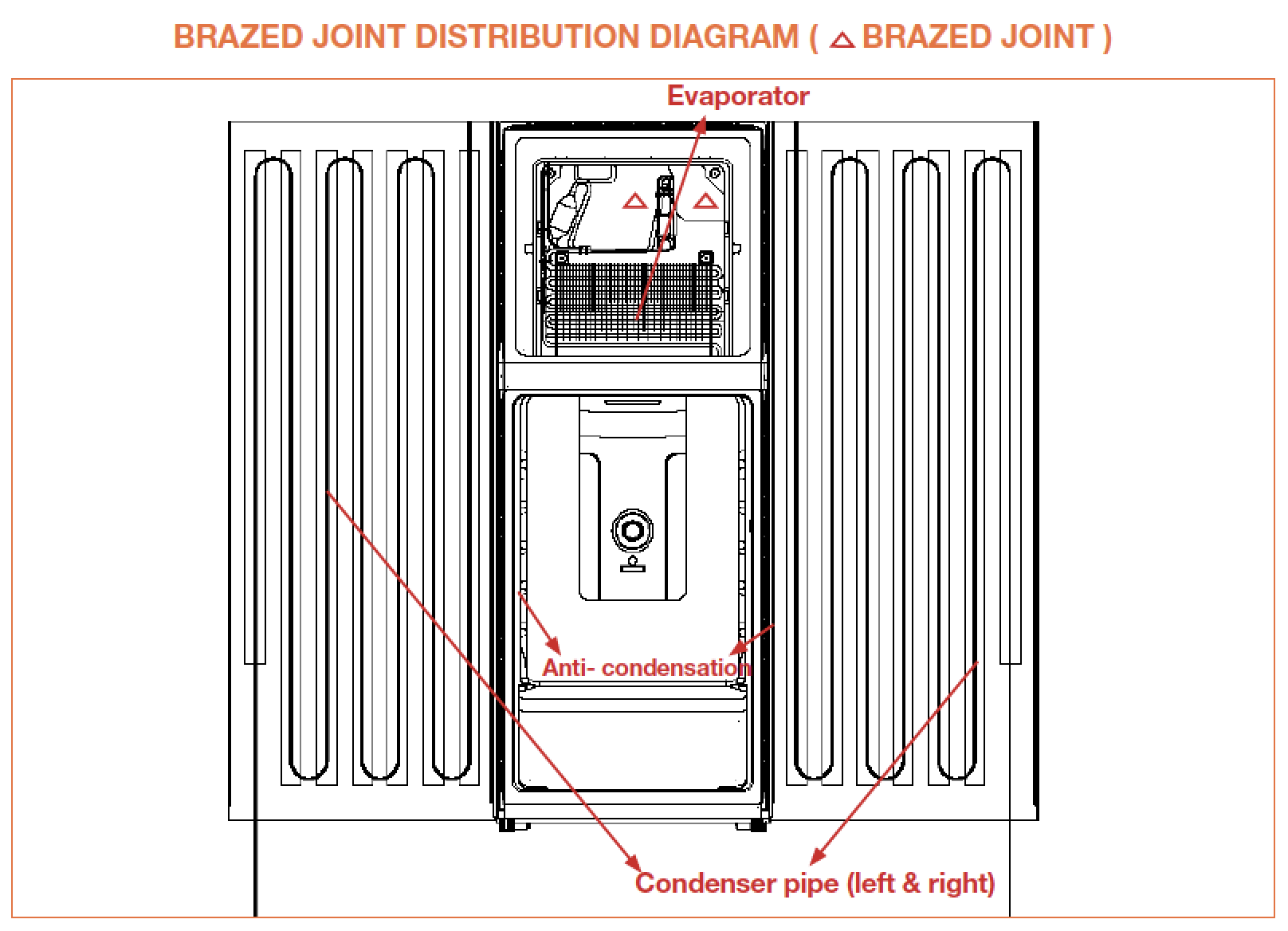
CHECK AND TEST 2
Follow indications in below drawing to test each brazed joint with soapy water in evaporator area behind freezer air duct.
DIAGNOSIS 2


PROCEDURE 2
Step 1
Clean paint off brazed joint.
Step 2
Cut off brazed joint with leakage.

Step 3
Use a larger copper tube to connect 2 ends of brazed joint.

Step 4
Weld the 2 ends.
To get more details on
brazing requirements,
please go Annex B1
Step 5
Inject nitrogen (1.57Mpa)
through quick connector
into pipe for at least
3 min to blow left
refrigerant away.

DIAGNOSIS 3
CHECK AND TEST 3
Step 1
Weld a piezometer onto compressor processing tube.

Step 2
Charge nitrogen of 1.57Mpa through quick connector into pipe.

Step 3
Perform leakage test on brazing points and piezometer.Charge 1.57Mpa Nitrogen into cooling system, then close valve. Afterwards, disconnect gas supply. Leave the product there for 24 hours. Then, check pressure change of piezometer.

DIAGNOSIS 4

CHECK AND TEST 3
Charge 1.57Mpa Nitrogen into cooling system, and then observe if there is rust and/or spotted holes on pipes of compressor niche and evaporator area.
If yes, please follow below procedures to do the check and rework.

PROCEDURE 3
Step 1
Clean away paint on brazed joint of drying-filter.
Step 2
Cut off drying-filter.

Step 3
Cut off capillary and remove the cut end by shaking.

Step 4
Braze on a new drying-filter.

Step 5
Re-braze a copper tube onto processing tube of compressor.
To get more details on
brazing requirements,
please go to Annex B1.

Step 6
Inject nitrogen (1.57Mpa)
through quick connector
into pipe for at least
3 min to blow left
refrigerant away.

Step 7
Add quick connector onto processing pipe of drying-filter.
Step 8
Do leakage test on brazed joints of drying- filter and compressor processing pipe.

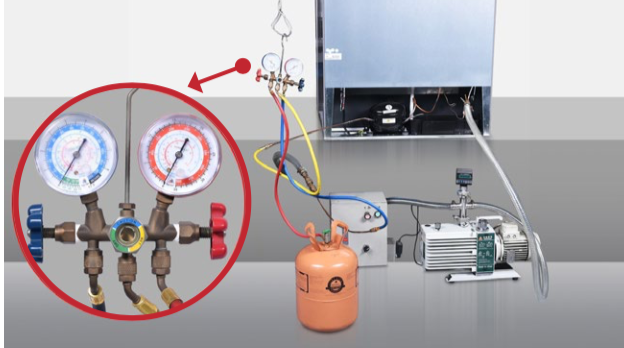
Step 9
Vacuum and recharge.
Click below link to get more details for vacuuming and gas- charging requirements, on Annex B1.
Step 10
Block processing pipe twice with locking pliers.

Step 11
Leave locking pliers on the second block and shake to cut off the rest of pipe.
Step 12
Braze the ends and remove the pliers.
DIAGNOSIS 4
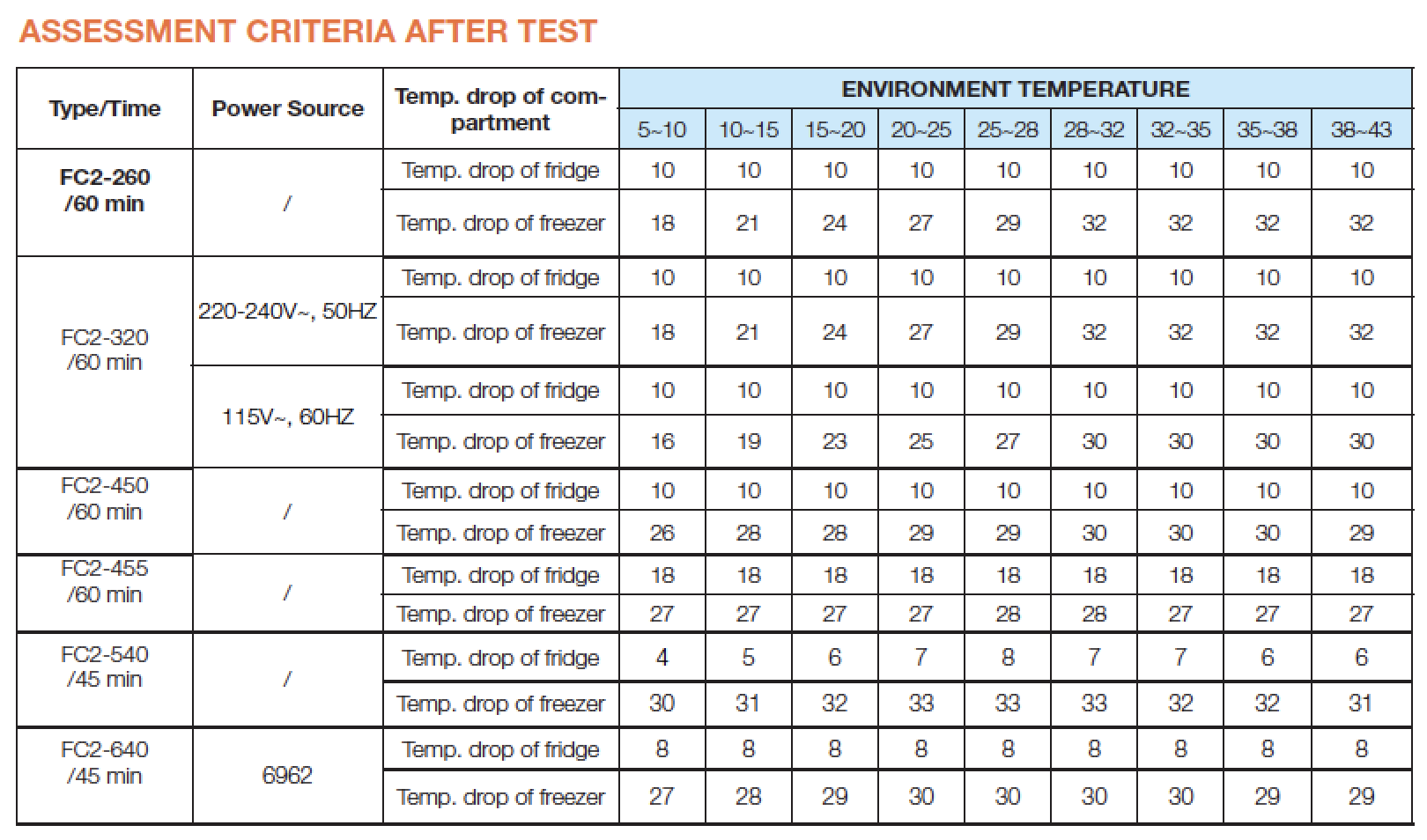
Performance Testing Procedures and Assessment Criteria for FC2 Series
Test conditions
1 Ambient temperature and humidity are the same as natural conditions.
2 Sensor position close to air outlet.
3 Testing time 45 or 60 minutes.
4 Set thermostat at MAX.

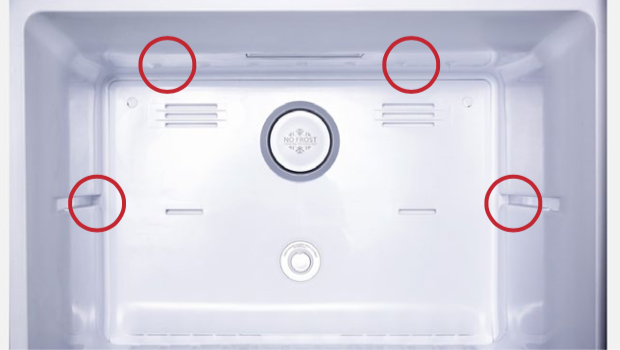
PROCEDURE 4
Tip 1
When reinstalling air duct, move wires out of the way to prevent crushing by air duct.

Tip 2
After pushing air duct back into position, you should hear a clicking sound. If there is no click, please repeat again.

Tip 3
Check to see if there is a wide gap between air duct and cabinet.
If gap is large, re-install air duct.

GO BACK TO COMPONENT LIST